
①
②

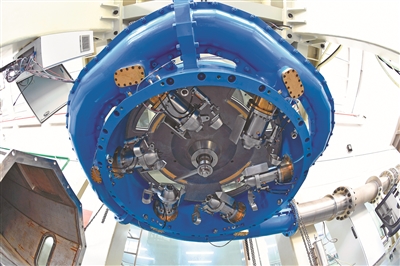
③

④
图①:我国首台国产化150兆瓦级大型冲击式转轮。
图②:智能冲击式水轮机模型试验台装置。
图③:机械臂正在对500兆瓦冲击式转轮的中心体锻件进行电弧增材作业。
王珍 摄
图④:冲击式转轮机加工作业。
(图①②④由东方电气集团提供)
成都平原东北部,坐落着一座历史悠久的文化名城——四川德阳。这里是古蜀文明之源,也是现代装备智造之都。
作为中国重大技术装备制造业基地、联合国清洁能源技术与再生资源装备制造业示范城市,这里的发电设备产量居世界第一,同时也创造了诸多“中国第一”和“世界之最”。白鹤滩百万千瓦水电机组、三峡工程的“中国心”、“华龙一号”核电机组的重要部件、被誉为我国“争气机”的首台国产F级50兆瓦重型燃气轮机等一批“国之重器”均诞生于此。
记者跟随“走进新国企·打卡新坐标”采访团来到这座“重装之城”,走进素有“中华第一跨”之称的东方电气集团东方电机有限公司清洁能源装备重型制造数字化车间,探访世界首台500兆瓦冲击式水电机组研制,现场感受如何用绣花功夫锻造“钢筋铁骨”。
1智能制造,大圆环“长”出水斗型“花瓣”
德阳城区,绵远河畔,便是东方电机的厂址所在。
走进厂区大门,右手边的第一幢建筑,就是“中华第一跨”重跨厂房——东方电机清洁能源装备重型制造数字化车间。
这个长约400米、宽36米、高33米的厂房,始建于上个世纪90年代,云集了一批中国乃至世界一流的加工设备。之所以被称为“中华第一跨”,在于其超大的规模和超强的制造能力。
“在这里研制的发电装备约占全国总装机容量的四分之一。”东方电机数智部副部长蒋彦坤告诉记者。这意味着,我国每4度电中就有1度来自这里生产的装备。
走进“中华第一跨”,吊臂穿梭,焊花四溅,机器轰鸣,车间内一片繁忙,又井然有序。与记者想象中制造车间“人声鼎沸”的场景不同,放眼望去,偌大的车间中可以看到的生产工人屈指可数。
顺着一侧的步道往里走。在其中一个生产模块内,记者看到,3台机械臂正在对一个直径约5米、高约1米的大圆环上表面进行焊接作业。
这个看起来普普通通的圆环实则并不普通:不仅块头大,分量也很“重”,是世界首台500兆瓦冲击式水电机组的“心脏”——转轮的中心体锻件。而这台发电机组将用于具有高水头(水位落差)、大容量、高海拔等特点的西藏玉曲河扎拉水电站项目,也是目前世界在建综合难度最大的冲击式水电项目。“这也意味着我国水电设备设计制造水平再攀高峰。”东方电气集团有关负责同志表示。
今年8月,这个转轮中心体锻件全面通过验收,实现了500兆瓦高水头大容量冲击式水电机组研制的里程碑突破。后续经过尾翼激光增材、尾翼电弧增材、数控加工、外部水斗焊接等一系列程序后,将制造出一个直径6.2米、重约90吨的大转轮。
为便于记者理解,东方电机焊接工艺高级工程师金宝打开手机里的一段视频。视频以3D动画的形式介绍了冲击式转轮的整个制造过程。“目前,机械臂正在进行的就是尾翼电弧增材,也就是我们平时说的3D打印。”金宝告诉记者,“打印”完成后,大圆环就会“长”出一片片水斗型“花瓣”,而这道程序通常被他们称为“铁臂绣花”。
“‘铁臂’就是指机器人的机械臂,‘绣花’则是指精细化焊接。”金宝进一步解释道,机械臂每焊接一层大约有3毫米厚,大圆环上下面分别要“长高”近300毫米,总体增材将达6.2吨。
而这整个过程都可远程操控,实现多机器人无人值守作业。金宝打开重型加工协同控制中心的机器人增材制造远程发送系统,记者看到,焊接速度、焊接姿态角等参数均可在系统中完成设置,并发送操作指令。
“焊接技术与5G、自动化控制、物联网等技术融合,高度适用于冲击式转轮外部水斗复杂型面结构部件的制造,能够实现定制化设计和制造的‘近净成形’,也就是‘所焊即所得’。”金宝告诉记者,使用这一技术,不仅降低了锻坯制造难度,还提高了材料利用率,开创了行业先例。
不仅是冲击式转轮的制造,在“中华第一跨”的不同生产模块,都能看到机器人的身影。
“在这里,我们打造了一个机器人智能焊接集群,实现了焊接过程中的集群控制、数据驱动。”金宝介绍。目前,该车间的机器人智能焊接集群已广泛应用于实际生产,完成了白鹤滩等重大项目核心部件的焊接,且焊接质量优异。
不仅如此,该车间的重型机加控制还实现了数字孪生功能,机台操作者可以通过现场终端完成开工、报工、质检、图纸技术资料查阅、起吊呼叫、刀具配送呼叫等作业环节。水轮机实现数字化装配,上面掉一根头发丝都能被识别出来,装配效率提升了4倍……而这些技术后期也将应用于500兆瓦冲击式水电机组的加工装配。
2精雕细琢,确保转轮循环疲劳寿命不低于150亿次
从制造到智造,数字化改造升级不仅大幅改善了工人的工作环境,还提高了生产效率和产品质量,将制造水平推向了新的高度。
数据最具说服力。以500兆瓦冲击式转轮的加工精度为例,记者了解到,常规情况下,加工如此大尺寸的转轮,精度可能达到8毫米;而机器人电弧增材的加工精度提高到了2毫米,激光增材的加工精度更高,可小于1毫米。精益求精,转轮经纳米化处理后,其表面加工光洁度则可达到0.2微米,而一根头发丝的直径就有六七十微米。
“这样的加工精度是机械制造行业的最优水平。”业内人士介绍。在500兆瓦冲击式转轮中心体锻件的一旁,记者看到了一组“花瓣”——冲击式转轮的水斗,表面光洁度达到了镜面效果。
不过,于世界首台500兆瓦冲击式水电机组而言,其“精”不仅仅体现在制造工艺上,更体现在核心技术、结构设计上。
熊建军,东方电机水轮机设计工程师,从事水轮机设计工作20年,一大半时间都在研究冲击式水轮机,深知其难。虽然500兆瓦冲击式转轮目前已经进入进一步制造加工阶段,但他和同事们针对该机组各部件的验证优化仍在进行中。在智能冲击式水轮机模型试验台,记者看到工作人员正在开展相关试验。
“不到最后一刻,优化就不会止步。”熊建军告诉记者,扎拉水电站项目是藏东南清洁能源一体化基地核心电站,也是现阶段国内唯一可开展500兆瓦级高水头大容量冲击式机组研制及应用示范的水电项目,对实现国家能源安全和“藏电外送”能源发展战略意义重大。但扎拉水电站水头高、海拔高、温差高、地震带和断裂带多,这些特点对水轮机尤其是转轮的材料选用、结构设计、生产工艺,提出极高的要求。
记者了解到,冲击式水轮机是通过高速射流冲击水斗带动转轮发电,转轮内,类似“导水机构”的部件被几个“喷嘴”代替。由于水头高,从“喷嘴”喷出的水流流速大,对转轮的冲击力也大。加之水流流速多变、泥沙冲击等因素,对转轮的要求更高。
“扎拉水电站水头近700米,水流转换速度约120米/秒。”熊建军说。这意味着,每一次水流冲击水斗产生的能量,大约相当于一辆1.5吨的汽车以450公里的时速撞击产生的能量,而每个水斗至少要承受150亿次这样的撞击。任何细微的内部型线调整,都会对转轮的抗变形、抗断裂、抗泥沙磨蚀性能带来影响。
如何在如此高强度的水流冲击下保持稳定?攻关团队从设计之初就创新应用了由东方电机自主开发的具有完全知识产权的水斗三维造型设计软件,采用先进的仿真分析方法,并通过高精度智能化的模型试验台进行验证,大大推进了水力设计优化的进程。
“对比验证了100多个方案,终于造就了500兆瓦冲击式转轮的‘钢筋铁骨’。”熊建军介绍。转轮采用基于低应力分布的分瓣方式,同时优化了转轮三维高阶复杂曲面造型,加上高质量焊接和高精度数控加工工艺、激光熔覆、表面纳米化改性技术的应用,有效提升了转轮抗泥沙磨蚀性能,增强了转轮抗变形、抗断裂的能力,可确保转轮循环疲劳寿命不低于150亿次。
3探索创新,给大型冲击式水电机组装上“中国心”
最近,金宝和同事们一起来到四川雅安田湾河流域金窝水电站。今年6月初,500兆瓦冲击式转轮的“缩小版”——国内首台自主研发的单机容量最大功率150兆瓦级大型冲击式转轮正式在这里投用,给150兆瓦级大型冲击式水电机组装上了“中国心”。
他们此行的目的就是去看看这台“中国心”的水力效率、泥沙磨蚀情况等,为高水头大容量巨型冲击式水电机组的研制提供数据参考。
记者了解到,水电机组种类很多,包括混流式、轴流式、抽水蓄能式、贯流式、冲击式等。其中,混流式水轮机最为常见,我国著名的三峡、白鹤滩、溪洛渡水电站使用的都是混流式水轮机,最大单机容量高达百万千瓦(1000兆瓦)。冲击式水电机组是服务国家“加快西南水电基地建设”重大战略需求的主力机型,但受应用市场缺乏等因素影响,我国冲击式水电机组一些关键核心技术还存在“卡脖子”问题。
“转轮的优化设计是第一个需要攻克的难题。”熊建军说,转轮是水电机组最核心的部件,被誉为水电机组的“心脏”。
关键核心技术是要不来、买不来、讨不来的。如何在冲击式领域闯出一片天?我国科研人员一直在探索攻关。针对高水头大容量巨型冲击式水轮机研制,东方电机联合科研院所、上下游企业,针对涉及水力、电机、工艺等方面的70多项课题开展联合技术攻关,踏上了攀登冲击式水电装备技术新高峰的征程。
记者了解到,150兆瓦级大型冲击式转轮在金窝水电站实现工程应用,为接续开展更高水头更大容量冲击式转轮的研制工作奠定了良好基础。500兆瓦级巨型冲击式转轮研制当前也已取得重大阶段性成果。
不过,容量的增加,带来的并不是简单的等比例难度递增。“我们从150兆瓦到500兆瓦,再到更高水头更大容量,是‘越级跳’,每一‘跳’的难度都非常大。”熊建军介绍。以锻件的体积和重量为例,150兆瓦冲击式转轮整体只有20多吨,而500兆瓦的冲击式转轮将达约90吨,更大容量的冲击式转轮也将更大更重。“这对材料的选用和锻造工艺制定、结构设计等提出了挑战,最好的办法就是继续推进技术创新。”
“路虽远,行则将至;事虽难,做则必成。我们有信心!”从无到有、从有到优、从优到强……中国水电人用实际行动推动更多关键核心技术取得新突破,不断攀登水电装备技术新高峰,持续为经济社会发展全面绿色转型助力赋能。
















